純水設(shè)備/軟化水設(shè)備
免收上門服務(wù)費(fèi)
醫(yī)藥/制藥(GMP)純水設(shè)備: GMP純水設(shè)備 EDI超純水設(shè)備 潔凈管道 巴士消毒 蒸餾水機(jī) 純蒸汽發(fā)生器






-

GMP純水設(shè)備+
-

GMP純水設(shè)備+
工業(yè)純水設(shè)備: 軟化水處理設(shè)備 純水設(shè)備 去離子水設(shè)備 實(shí)驗(yàn)室超純水設(shè)備






-

純水設(shè)備+
-

軟水處理設(shè)備+
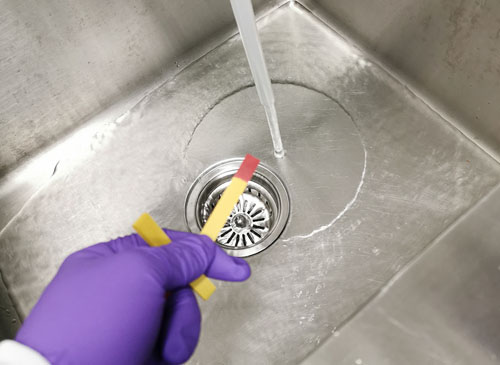
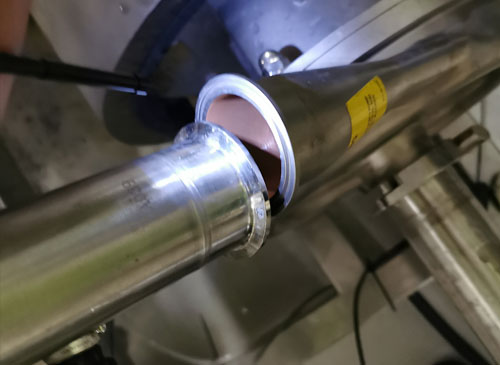
純水設(shè)備維護(hù)保養(yǎng): 純化水管道安裝 注射水管道安裝 潔凈壓縮空氣管道安裝 食品、藥品潔凈管道安裝
![{$v[title]](http://bx333.cn/uploadfile/2019/0927/20190927051829835.jpg)
![{$v[title]](http://bx333.cn/uploadfile/2019/0927/20190927051407695.jpg)
![{$v[title]](http://bx333.cn/uploadfile/2019/0927/20190927050712270.jpg)
![{$v[title]](http://bx333.cn/uploadfile/2019/0927/20190927050407841.jpg)
-

水處理設(shè)備制作現(xiàn)場(chǎng)+
-

純水設(shè)備維修 +
廢水/污水處理: 實(shí)驗(yàn)室小型污水處理 工業(yè)污水處理 一體化污水處理設(shè)備 廢水處理流程圖
![{$v[title]](http://bx333.cn/uploadfile/2019/1012/20191012014401527.jpg)
![{$v[title]](http://bx333.cn/uploadfile/2021/0508/20210508093320946.jpg)
![{$v[title]](http://bx333.cn/uploadfile/2021/0508/20210508092433866.jpg)
![{$v[title]](http://bx333.cn/uploadfile/2021/0508/20210508092347399.jpg)
![{$v[title]](http://bx333.cn/uploadfile/2021/0508/20210508092153556.jpg)
![{$v[title]](http://bx333.cn/uploadfile/2021/0508/20210508091912743.jpg)
-

塑膠車間污水排放裝置污水一體機(jī)設(shè)備廠家+
-

氣浮機(jī)+
備管件全自動(dòng)焊接")
備智能控制")
備廠家")
備維護(hù)保養(yǎng)")





-碩科環(huán)保工程設(shè)備(蘇州)有限公司")